Możliwość komentowania Nowość w naszej ofercie: biodegradowalne oleje i smary Panolin została wyłączona
Cieszymy się, że możemy ogłosić, iż nasza firma rozszerzyła swoją ofertę o produkty renomowanej marki Panolin. Jako zaufany dostawca wysokiej jakości olejów i środków smarnych, Panolin zdobył uznanie na całym świecie dzięki swojemu zaangażowaniu w innowacje, jakość i zrównoważoną produkcję.
Zalety wyboru produktów Panolin
Doskonałość w jakości
Produkty Panolin to synonim nieustającej doskonałości. Bogata historia firmy, oparta na tradycji i innowacjach, przekłada się na ofertę, która spełnia najbardziej wymagające standardy jakościowe.
Zrównoważony rozwój
Marka Panolin to lider w dziedzinie olejów biodegradowalnych, zobowiązana do minimalizowania wpływu na środowisko. Wybierając Panolin, wybieracie Państwo zrównoważone rozwiązania, zgodne z obecnie obowiązującymi normami ochrony środowiska.
Zastosowanie wielobranżowe
Oleje i smary Panolin są cenione w różnych sektorach, obejmując m.in. przemysł morski, sektor przemysłowy, rolnictwo, motoryzację i wiele innych. Niezależnie od specyfiki Państwa działalności, produkty Panolin gwarantują maksymalną efektywność i trwałość maszyn.
Dostępność w Panolin w Hand
Mamy zaszczyt oferować Państwu dostęp do kompleksowej gamy produktów Panolin. Nasza oferta obejmuje nie tylko oleje do silników czy oleje hydrauliczne, lecz także smary i inne specjalistyczne rozwiązania, dostosowane do najbardziej wymagających zastosowań. Listę dostępnych produktów znajdą Państwo tutaj.
Zachęcamy do zapoznania się z naszym aktualnym asortymentem, aby znaleźć idealne rozwiązanie dla Państwa potrzeb. Nasi eksperci stoją do dyspozycji, aby udzielić szczegółowych informacji i profesjonalnej porady dotyczącej najlepszego wyboru w kontekście Państwa konkretnych wymagań.
Dziękujemy za zaufanie i zapraszamy do korzystania z nowych możliwości, jakie niesie za sobą dostępność produktów marki Panolin w naszej ofercie. Wspólnie kroczymy naprzód, osiągając szczyty doskonałości w obszarze technologii smarnych.
Możliwość komentowania Starszy Inżynier Sprzedaży Środków Smarnych została wyłączona
Hand sp. z o. o. sp. k. w Sulechowie zajmuje się zaopatrzeniem przedsiębiorstw produkcyjnych i firm transportowych w środki smarne. W ofercie firmy znajdują się wysokiej jakości oleje silnikowe, oleje przekładniowe, oleje przemysłowe oraz smary wiodących firm w branży. Dzięki innowacyjnym produktom oraz doświadczonemu zespołowi firma pozostaje liderem na rynku środków smarnych.
Oferta pracy na stanowisko Starszy Inżynier Sprzedaży Środków Smarnych
Osoba na tym stanowisku odpowiedzialna będzie za sprzedaż olejów i smarów przemysłowych do klientów B2B. Przedstawiciel Handlowy będzie miał za zadanie rozwijanie sprzedaży w podległym mu regionie, stały monitoring rynku i rozpoznawanie jego możliwości, aktywne budowanie i kształtowanie długotrwałych relacji z Klientami Biznesowymi oraz analizowanie ich potrzeb w obszarze zastosowania środków smarnych, a także prowadzenie negocjacji handlowych.
Czekamy na aplikacje od osób, z co najmniej 4-letnim doświadczeniem w sprzedaży produktów na rynku B2B oraz udokumentowanymi sukcesami w budowaniu długotrwałych relacji biznesowych. Mile widziane doświadczenie w sprzedaży produktów pokrewnych branży. Idealny kandydat to osoba otwarta na bezpośredni kontakt z klientem biznesowym, samodzielna i konsekwentna w działaniu oraz zmotywowana do aktywnej sprzedaży i szukania nowych rozwiązań dla Klientów.
Obowiązki na stanowisku:
Monitoring rynku i rozpoznawanie jego możliwości,
Pozyskiwanie nowych i obsługa obecnych klientów firmy,
Analiza potrzeb klientów i dobór produktów,
Doradztwo techniczne dla klientów,
Przygotowywanie ofert,
Negocjacje cen oraz warunków współpracy.
Wymagania kandydata:
Wykształcenie wyższe o profilu technicznym oraz wiedza z zakresu: mechanika, hydraulika, pneumatyka, budowa maszyn,
Kilkuletnie doświadczenie w sprzedaży produktów technicznych,
Umiejętność czytania dokumentacji technicznej,
Zdolności komunikacyjne i negocjacyjne, nastawienie na realizację celów,
Samodzielność, konsekwentność, dobra organizacja pracy,
Sprawna obsługa oprogramowania MS Windows, MS Office,
Znajomość obsługi dowolnego systemu CRM,
Prawo jazdy kat. B.
Oferujemy:
Przyjazną atmosferę pracy,
Umowę o pracę,
Atrakcyjne wynagrodzenie z systemem motywacyjnym,
Szkolenia rozwijające wiedzę i umiejętności.
Aplikacje z tytułem Starszy Inżynier Sprzedaży Środków Smarnych? prosimy przesyłać na adres rekrutacja@hand.net.pl z następującą klauzulą: „Wyrażam zgodę na przetwarzanie moich danych osobowych zawartych w ofercie pracy dla potrzeb procesu rekrutacji zgodnie z ustawą z dnia 27.08.1997r. Dz. U. z 2002 r., Nr 101, poz. 923 ze zm.
Możliwość komentowania Młodszy Inżynier Sprzedaży Środków Smarnych została wyłączona
Hand sp. z o. o. sp. k. w Sulechowie zajmuje się zaopatrzeniem przedsiębiorstw produkcyjnych i firm transportowych w środki smarne. W ofercie firmy znajdują się wysokiej jakości oleje silnikowe, oleje przekładniowe, oleje przemysłowe oraz smary wiodących firm w branży. Dzięki innowacyjnym produktom oraz doświadczonemu zespołowi firma pozostaje liderem na rynku środków smarnych.
Oferta pracy na stanowisko Młodszy Inżynier Sprzedaży Środków Smarnych
Osoba na tym stanowisku odpowiedzialna będzie za sprzedaż olejów i smarów przemysłowych do klientów B2B. Przedstawiciel Handlowy będzie miał za zadanie rozwijanie sprzedaży w podległym mu regionie, stały monitoring rynku i rozpoznawanie jego możliwości, aktywne budowanie i kształtowanie długotrwałych relacji z Klientami Biznesowymi oraz analizowanie ich potrzeb w obszarze zastosowania środków smarnych, a także prowadzenie negocjacji handlowych.
Czekamy na aplikacje od osób młodych, energicznych, gotowych rozwijać swoją wiedzę i umiejętności personalne. Mile widziane doświadczenie w sprzedaży produktów pokrewnych branży. Idealny kandydat to osoba otwarta na bezpośredni kontakt z klientem biznesowym, samodzielna i konsekwentna w działaniu oraz zmotywowana do aktywnej sprzedaży i szukania nowych rozwiązań dla Klientów, potrafiąca efektownie zarządzać własnym czasem pracy. Prawo jazdy kat. B jest warunkiem koniecznym.
Obowiązki na stanowisku:
Monitoring rynku i rozpoznawanie jego możliwości,
Pozyskiwanie nowych i obsługa obecnych klientów firmy,
Analiza potrzeb klientów i dobór produktów,
Doradztwo techniczne dla klientów,
Przygotowywanie ofert,
Negocjacje cen oraz warunków współpracy.
Wymagania kandydata:
Preferowane wykształcenie wyższe o profilu technicznym, szczególnie mechanika/budowa maszyn,
Umiejętność budowania i relacji biznesowych,
Samodzielność, konsekwentność, dobra organizacja pracy,
Znajomość j. angielskiego będzie plusem,
Znajomość MS Windows, MS Office, sprawne poruszanie się w Internecie,
Prawo jazdy kat. B.
Oferujemy:
Przyjazną atmosferę pracy,
Umowę o pracę,
Atrakcyjne wynagrodzenie z systemem motywacyjnym,
Szkolenia rozwijające wiedzę i umiejętności.
Aplikacje z tytułem ?Młodszy Inżynier Sprzedaży Środków Smarnych? prosimy przesyłać na adres rekrutacja@hand.net.pl z następującą klauzulą: „Wyrażam zgodę na przetwarzanie moich danych osobowych zawartych w ofercie pracy dla potrzeb procesu rekrutacji zgodnie z ustawą z dnia 27.08.1997r. Dz. U. z 2002 r., Nr 101, poz. 923 ze zm.
Możliwość komentowania Serwisant Kompresorów została wyłączona
Hand sp. z o. o. sp. k. w Sulechowie zajmuje się zaopatrzeniem przedsiębiorstw produkcyjnych i firm transportowych w środki smarne. W ofercie firmy znajdują się wysokiej jakości oleje silnikowe, oleje przekładniowe, oleje przemysłowe oraz smary wiodących firm w branży. Dzięki innowacyjnym produktom oraz doświadczonemu zespołowi firma pozostaje liderem na rynku środków smarnych.
Oferta pracy na stanowisko Serwisant Kompresorów
Osoba na tym stanowisku będzie przeprowadzała planowe oraz awaryjne naprawy kompresorów, urządzeń uzdatniających powietrze oraz instalacji sprężonego powietrza. Dodatkowo Serwisant Kompresorów odpowiedzialny będzie za planowanie usług według schematu napraw, kontakt z klientem oraz zamawianie części naprawczych.
Poszukujemy młodej osoby z wykształceniem co najmniej średnim w kierunku technicznym, (preferowane kierunki: elektrotechnik, lub mechanik), mile widziane doświadczenie na podobnym stanowisku. Idealny kandydat to osoba otwarta, sumienna i dokładna, potrafi dobrze zorganizować swój czas pracy i potrafi rozwiązywać problemy oraz rozmawiać z ludźmi. Uprawnienia energetyczne do 1 kV i prawo jazdy kat. B są warunkiem koniecznym.
Obowiązki na stanowisku:
wykonywanie usług serwisowych w oddziałach klienta i w siedzibie firmy,
remonty i naprawa kompresorów oraz innych urządzeń,
montaż urządzeń i instalacji sprężonego powietrza,
pomiary parametrów pracy urządzeń (elektryczne, ciśnieniowe, temperaturowe),
wykonywanie audytów instalacji.
Wymagania kandydata:
Wykształcenie średnie lub wyższe o profilu technicznym oraz wiedza z zakresu: elektryka, mechanika, budowa maszyn,
Umiejętność czytania dokumentacji technicznej,
Samodzielność, konsekwentność, dobra organizacja pracy,
Sprawna obsługa oprogramowania MS Windows, MS Office,
Uprawnienia energetyczne do 1 kV będą plusem,
Prawo jazdy kat. B.
Oferujemy:
Przyjazną atmosferę pracy,
Umowę o pracę,
Atrakcyjne wynagrodzenie z systemem motywacyjnym,
Szkolenia rozwijające wiedzę i umiejętności.
Aplikacje z tytułem ?Serwisant Kompresorów? prosimy przesyłać na adres rekrutacja@hand.net.pl z następującą klauzulą: „Wyrażam zgodę na przetwarzanie moich danych osobowych zawartych w ofercie pracy dla potrzeb procesu rekrutacji zgodnie z ustawą z dnia 27.08.1997r. Dz. U. z 2002 r., Nr 101, poz. 923 ze zm.
Możliwość komentowania Eksploatacja chłodziw do obróbki skrawaniem w przemyśle została wyłączona
Autorem artykułu jest mgr inż. Piotr Motyka, absolwent Politechniki Wrocławskiej. Ponad 40 lat pracy w przemyśle maszynowym. Konstruktor pierwszych obrabiarek CNC w Polsce.
We współczesnym świecie wyjątkową rolę odgrywa przemysł, który musi sprostać wymogom najnowszej generacji różnorodnych urządzeń, niezbędnych do ciągłego podnoszenia poziomu jakości życia. Najnowsze technologie wymagają precyzyjnych maszyn, które mogą wytwarzać detale masowo z ogromną precyzją. Szybki rozwój metalurgii udostępnił unikalne rodzaje stali nierdzewnych, kwasoodpornych itp. Zawierających mangan (Mn), tytan (Ti), kobalt (Co), nikiel (Ni), wanad (V), chrom (Cr), które są trudnoobrabialne. Nowa generacja obrabiarek CNC, prawidłowy dobór narzędzi oraz stosowanie właściwego chłodziwa umożliwiają precyzyjną obróbkę stali, a tym samym proces produkcyjny jest efektowny i ekonomiczny.
W praktyce największe zastosowanie mają chłodziwa wodorozcieńczalne tzw. Emulgujące, które powstają w wyniku mieszania oleju obróbczego z wodą, tworząc emulsje. Stosowane dodatki smarne, biocydy, inhibitory korozji, dodatki antypienne itp. zwiększają właściwości smarne i chłodzące emulsji, podnosząc jej jakość. Dzięki temu zwiększa się żywotność emulsji, a przede wszystkim zmniejsza ryzyko powstania urazów alergicznych operatorów maszyn. Aby dokonać właściwego doboru chłodziwa, należy przede wszystkim dokładnie zapoznać się ze specyfika danej obróbki, gdyż bez głębokiej wiedzy o warunkach pracy nie można właściwie dobrać odpowiedniego chłodziwa. Istnieje kilka podstawowych wskazań, które należy bezwzględnie przestrzegać. Należy do nich odkażanie i czyszczenie układu chłodzącego, do którego zaliczamy zbiornik i instalację rozprowadzającą. Zapobiega to skażeniu mikroorganizmami wytworzonymi w starym chłodziwie, po wlaniu nowego chłodziwa. Należy przy tym pamiętać, że na końcu procesu czyszczenia, po wlaniu czystej wody do zbiornika tak, aby jej poziom zakrywał część ssącą pompy chłodziwa, umieścić pod wężyki nastawne układu chłodzenia puste naczynie. Następnie należy włączyć pompę i zebrać do naczynia wypływającą z wężyków ciecz o ciemnym zabarwieniu, do chwili pojawienia się czystej, przezroczystej wody. Jest to zabieg niezwykle istotny, gdyż pozostałe bakterie mogą się rozmnażać i wówczas do nowego chłodziwa zachodzi konieczność dodania środków bakteriobójczych. Należy podkreślić, że większość chłodziw nowej generacji posiada wysoką ilość środków bakteriobójczych i nie wymaga takiego zabiegu np. Yushiroken w przeciwieństwie do dawnego Emulgol. Przygotowanie chłodziwa do pracy znacznie ułatwia tzw. mieszalnik emulsji, który po odpowiednim ustawieniu gwarantuje właściwe stężenie i własności użytkowe emulsji w całej objętości.
Istotne znaczenie ma też okresowe kontrolowanie pH emulsji, do czego wystarczą papierki lakmusowe lub pH-metr. Im częściej chłodziwo jest w stanie cyrkulacji tym lepiej, gdyż niepracujące chłodziwo stanowi doskonałe środowisko dla rozwoju grzybów i bakterii. W trakcie obróbki emulsje ulegają zanieczyszczeniu wiórami, pyłem z obróbki i olejem głównie ze zmywanych prowadnic łoża. Wzrost tych zanieczyszczeń powoduje wzrost aktywności mikrobiologicznej. Zanieczyszczenia można usunąć poprzez filtrację połączoną z magnetycznym oddzielaniem cząstek stałych oraz naświetlaniem promieniami UV.
W praktyce najważniejszym parametrem gwarantującym utrzymanie dobrego stanu chłodziwa jest stężenie emulsji określane w procentach wg skali cukrowej Brix’a. Skala cukrowa jest w nazwie umowną gdyż „0” w tej skali odnosi się do współczynnika załamania czystej wody, natomiast „100” do współczynnika załamania roztworu nasyconego sacharozy w temp. 20°C. Stężenie emulsji jest uzależnione od rodzaju obróbki wiórowej, kształtu obrabianego detalu i rodzaju użytego materiału. Dla średnio dokładnych procesów tokarskich dotyczących stali węglowych przyjmuje się zwykle stężenie w zakresie 4,5 do 6%. Dokładne wartości określone są w tzw. Karcie Technicznej danego chłodziwa. Przyjęcie wyższych wartości w stosunku do zalecanych nie ma ujemnego wpływu na proces obróbki, natomiast jest nieekonomiczne i powoduje ponadnormatywne zużycie koncentratu chłodziwa. Wysokie wartości stężenia w granicach 10 do 12% są uzasadnione w przypadku obróbki stali stopowych nierdzewnych z zawartością kobaltu, tytanu, niklu, manganu i chromu oraz obróbki stopów aluminiowych. W tym drugim przypadku bardzo ważne jest aby dobrane chłodziwo nie powodowało korozji stopów aluminiowych w postaci białego nalotu na powierzchni detali. Wyższe wartości stężenia pozwalają na precyzyjne wykonanie gwintów drobnozwojnych, rowków pod uszczelki, rowków wpustowych itp. Cienkie flanki gwintów przy takiej obróbce nie mają pęknięć i zachowują dokładność wymiarową w bardzo wąskim przedziale tolerancji. Przy doborze chłodziwa należy zwrócić szczególną uwagę przy tzw. Stalach kolorowych, głównie brązów i mosiądzu. W tym przypadku źle dobrane chłodziwo będzie powodowało tzw. Odbarwienia. Chłodziwa nowej generacji posiadają wysoką smarność i nie zawierają boru i formaldehydu, tak więc są bezpieczne dla operatorów. Są klasyfikowane wg identyfikacji substancji SVHC w ramach regulacji REACH. Jest to bardzo ważne, gdyż substancje niebezpieczne stanowią bardzo duże zagrożenie dla zdrowia człowieka i środowiska naturalnego. Mogą wywoływać chorobę nowotworową i powodować mutacje genetyczne.
Klasyfikacja wg SVHC zgodnie z regulacją REACH ma na celu kontrolowanie substancji wchodzących w skład chłodziw poprzez udzielanie zezwoleń i określanie ograniczeń oraz obligowanie producentów do wprowadzania bezpiecznych alternatyw w ramach nowych technologii.
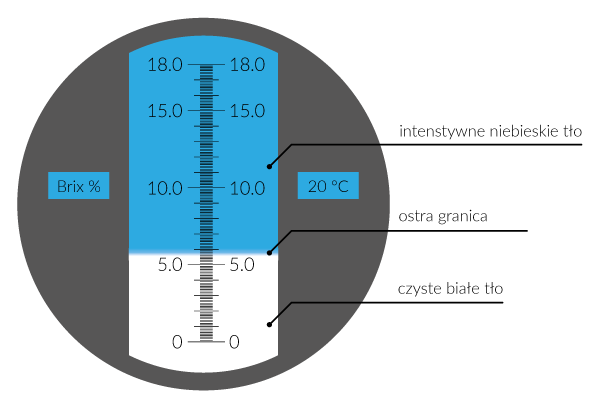
Do pomiaru stężenia chłodziwa najczęściej używa się refraktometrów ręcznych typu RR18 i RR18AKT. Są one bardzo przydatne w praktyce. Pozwalają na przeprowadzenie analizy stanu jakości chłodziwa stosowanego w obróbce metali. Analiza chłodziwa będzie tym bardziej dokładna im bardziej dokładnie próbka chłodziwa będzie rozprowadzona po całej powierzchni pryzmatu pomiarowego w taki sposób, aby nie było pęcherzyków powietrza i miejsc nie pokrytych próbką. Należy odczekać co najmniej 30 sek., aby temperatura próbki i refraktometru wyrównała się, a następnie skierować refraktometr w stronę źródła światła. Patrząc przez okular, dostajemy obraz do ostrego widzenia i w pierwszym postępowaniu odczytujemy wartość stężenia, a następnie pozostałe wartości analizy.
Świeża emulsja niewypracowana, prawidłowa wartość stężenia.
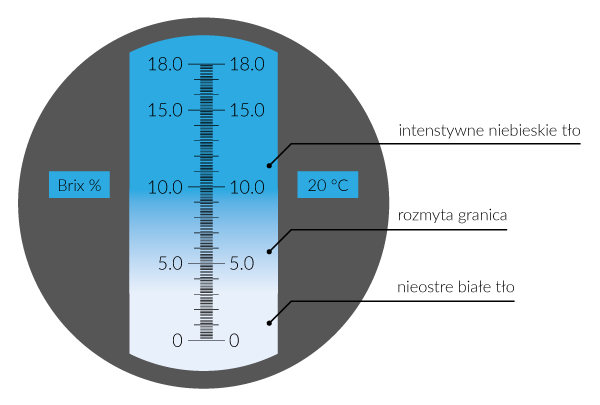
Wypracowana emulsja, z wyraźnym zaolejeniem, wymagająca dolewki koncentratu.
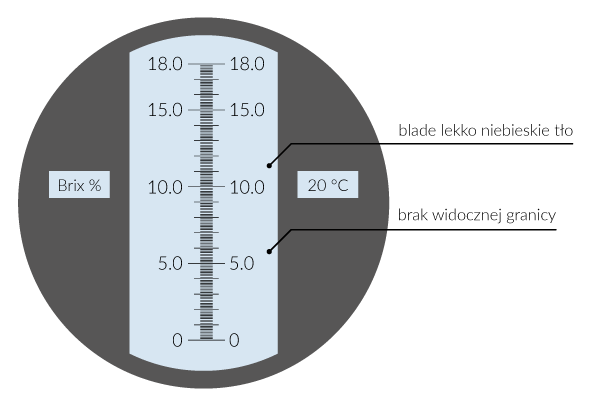
Całkowicie wypracowane chłodziwo, wymagające kompleksowej wymiany.
Należy pamiętać, że przy czystej destylowanej wodzie uzyskujemy obraz intensywnie niebieski na całej powierzchni pryzmatu pomiarowego, natomiast przy koncentracie emulgującego koncentratu chłodziwa obraz jest wyraźnie biały, bezbarwny.
Dokładność pomiaru refraktometrem jest zależna od skali pomiarowej. Refraktometry do pomiaru chłodziwa mają zakres skali od 0 do 18% Brix i mierzą z dokładnością 0,1% Brix. Wiarygodność pomiaru będzie większa jeśli przed użyciem dokonana zostanie kalibracja przy użyciu wody destylowanej, która w temp. 20°C powinna dać odczyt 0% Brix. Po dokonaniu pomiaru, odczyt powinien być skorygowany poprzez odjęcie lub dodanie wartości poprawki w % uwzględniającej kompensację temperatury. Dzieje się to tak dlatego, ponieważ współczynnik załamania cieczy zmienia się wraz ze wzrostem temperatury. Dotyczy to refraktometrów bez oznaczenia AKT (automatyczna kompensacja temperatury). Współczynnik te są w funkcji temp. [°C] i wartości Brix [%], a ich wartość zawiera się w granicach od 0,07 do 0,82. Wszystkie rodzaje chłodziw mają określony współczynnik refraktometru, który należy uwzględnić przy określaniu wartości ostatecznej pomiaru. Najczęściej współczynnik ten zawiera się w granicach 0,9 do 1,8. Na przykład chłodziwo półsyntetyczne bez biocydów o nazwie Shell Adrana E3201 ma współczynnik refrakt. 1,4.
Emulgujący koncentrat chłodziwa powinien być rozrabiany z wodą o parametrach określonych w karcie technicznej. Jednym z parametrów jest określenie kwasowości i zasadowości oznaczone symbolem [pH], które zostało zdefiniowane jako ujemny logarytm stężenia jonów wodorowych [H+] tj. ujemny logarytm dziesiętny aktywności jonów hydroniowych [H3O+] wyrażonych w molach na decymetr sześcienny.
pH = – log10[H3O+]
Do określenia wartości pH stosuje się papierki wskaźnikowe nasączone mieszaniną substancji wskaźnikowych, które zmieniają kolor w szerokim zakresie pH. W roztworach o pH<7 stężenie jonów wodorowych jest większe niż wodorotlenowych i roztwory takie mają odczyn kwasowy. Natomiast w roztworach o pH>7 większe jest stężenie jonów wodorotlenowych i roztwory takie mają odczyn zasadowy. W chemicznie czystej wodzie cząsteczki H2O ulegają samorzutnej autodysocjacji, co prowadzi do powstania jonów [H3O+] oraz [OH–] wg wzoru:
2H2O = H3O+ + OH–
Stężenie jonów hydroniowych [H3O+] w czystej wodzie w temp. 25°C wynosi 10-7 mol/l, a jej pH = -log(10-7) = 7. Ponieważ w czystej wodzie stężenie jonów wodorowych i wodorotlenowych jest takie samo, woda czysta ma odczyn obojętny, a pH wynosi 7. Tak więc w przyjętej skali od 1 do 14 wartość pH = 7 jest w środku i wyraża stan odczynu obojętnego.
Przygotowanie właściwej emulsji powinno uwzględniać utrzymanie właściwego parametru pH, który dla każdego koncentratu emulgującego jest określony w karcie technicznej np. w pełni syntetyczny koncentrat do szlifowania powierzchniowego detali ze spiekanego węglika wolframu HOCUT 5019 ma określone pH = 9,1.
Duże znaczenie w przygotowaniu emulsji ma też twardość wody. Woda twarda, posiadająca duże napięcie powierzchniowe powoduje powstawanie na ściankach wewnętrznych obrabiarek ciemnych smug trudnych do zmycia. Twardość wody ma duży wpływ na napięcie powierzchniowe. Twarda woda wymaga chłodziwa o zwiększonej ilości dodatków myjących, które powodują wytrącenia trudno rozpuszczalnych soli kwasów tłuszczowych i metali powodujących twardość wody. Twardość wody podawana jest w stopniach niemieckich, stopniach francuskich, w mgCaCO3/l oraz mmol/l jonów ziem alkalicznych. Najpowszechniej stosowana jest jednostka mgCaCO3/l. Ilość rozpuszczonych w wodzie soli wapnia, magnezu oraz jonów dwuwartościowych żelaza i manganu decyduje o twardości wody. Przyjęto następujące zakresy twardości wody:
5,6 do 11,2 – woda miękka
11,2 do 19,6 – woda średnio-twarda
19,6 do 30,8 – woda twarda
Powyżej 30,8 – woda bardzo twarda
Do przygotowania emulsji obróbczej zalecana jest woda miękka, która nie powoduje pienienia się emulsji w trakcie obróbki. Jeśli weźmiemy pod uwagę to, że duże pienienie emulsji jest spowodowane dostawaniem się powietrza do emulsji w czasie procesu obróbki, więc przy wodzie miękkiej diagnoza stanu jakości emulsji będzie znacznie łatwiejsza. Twardość całkowitą wody najczęściej określa się metodą DUROVAL, która polega na miareczkowaniu indykatora do próbki z badaną wodą i obserwacji zmiany koloru z czerwonego na zielony.
Stopnie niemieckie
Stopnie francuskie
mgCaCO3/l ppm CaCO3
mmol/l jonów ziem alkalicznych
10 mg CaO/l wody °n
10 mg CaCO3/l wody °f
1 mg CaCO3/l wody
1 mmol/l wody jony ziem alkalicznych
°n
1
1,78
17,8
0,18
°f CaCO3
0,56
1
10
0,1
ppm CaCO3
0,056
0,1
1
0,01
mmol/l
5,6
10
100
1
W czasie obróbki skrawaniem w miejscu styku narzędzia skrawającego z detalem wytwarzana jest temperatura sięgająca 1000°C. Dlatego też bardzo ważne jest dobre odprowadzanie ciepła przez emulsję, gdyż ciepło wytwarzane podczas skrawania metali ma wpływ na dokładność obróbki, trwałość narzędzia i własności warstwy wierzchniej obrabianego detalu. Ilość ciepła zależy od parametrów skrawania, materiału obrabianego i geometrii ostrza skrawającego narzędzia. Właściwie dobrana emulsja zmniejsza tarcie wióra, zmniejsza siłę skrawania, wymywa i usuwa wióry, ale przede wszystkim odprowadza ciepło. Na ilość wytworzonego ciepła największy wpływ ma prędkość skrawania tj. prędkość liniowa z jaką porusza się ostrze narzędzia względem obrabianego detalu.
V = Πdn/1000
V – prędkość skrawania w [m/min] d – średnica obrabianego detalu w [mm] n – prędkość obrotowa [ilość obrotów/min]
Im większa jest prędkość skrawania, tym większa ilość ciepła jest wytwarzana i tym więcej ciepła odprowadzane jest przez wióry i emulsję chłodząco – smarującą. Obok zdolności chłodzenia i smarowania, istotną cechą emulsji są właściwości antykorozyjne i bakteriobójcze. Zawarte w chłodziwie antyoksydanty znacznie wydłużają żywotność chłodziwa. Duże znaczenie ma też brak szkodliwego działania na organizm ludzki, bezwonność, nietworzenie osadów, niepalność oraz podatność na utylizację. Emulsje, tj. chłodziwa emulgujące są lepsze pod względem chłodzenia w stosunku do tzw. Chłodziw olejowych nieemulgujących, które z kolei wykazują lepsze właściwości smarne. Zazwyczaj emulsje zawierają od 5% do 12% koncentratu czyli oleju emulgującego w wodzie. Olej ten posiada emulgator, czyli substancję powierzchniowo czynną, która zmniejsza napięcie powierzchniowe. Zastosowanie dodatków do olejów mineralnych stosowanych w obróbce metali pozwala uzyskać polimolekularne warstwy smarne z właściwościami zwiększonej odporności na duże naciski „EP” (tzw. extrem pressure). Te warstwy smarne zmniejszają siły tarcia przy dużych obciążeniach. Najczęściej oleje obróbcze nieemulgowalne stosowane są do wytwarzania kół zębatych, ślimaków i ślimacznic na frezarkach obwiedniowych. Jednym z typów tego rodzaju olejów są różne odmiany Shell Garia. Przy doborze olejów obróbczych nieemulgowalnych należy zwrócić uwagę czy olej ten zawiera aktywną siarkę, która powoduje przebarwienia na powierzchni stopów metali kolorowych.
Często narzędzia i tarcze szlifierskie zawierają kobalt [Co], który spełnia rolę spoiwa. Zastosowanie w tym przypadku nieodpowiedniego chłodziwa w procesie szlifowania, doprowadza do rozpuszczenia kobaltu, który na powierzchniach metalowych szlifierek tworzy twardą, trudną do usunięcia powłokę. Aby tego uniknąć należy stosować chłodziwa zawierające pakiet specjalnych dodatków zapobiegających rozpuszczaniu kobaltu, a także polimerowe dodatki smarne wydłużające czas eksploatacji ściernic i chroniące przed tworzeniem się suchych osadów na powierzchniach obrabiarek. Przykładem takiego chłodziwa jest HOCUT 5019, w pełni syntetyczne chłodziwo przeznaczone do szlifowania powierzchniowego materiałów wykonanych ze spiekanego węglika wolframu. Należy podkreślić, że bardzo dobre właściwości dla bezpieczeństwa zdrowia i ochrony środowiska mają chłodziwa nie zawierające boru, chloru, formaldehydu, fenolu i amin drugorzędowych. Chłodziwa te nie są klasyfikowane jako substancje niebezpieczne (SVHC) według regulacji REACH. W pełni syntetyczne chłodziwa wodorozcieńczalne do szlifowania węglików spiekanych zawierają w swoim składzie specjalne inhibitory minimalizujące zjawisko rozpuszczania kobaltu w chłodziwie. Przykładem takiego chłodziwa jest Metalina BY2211.
Żeliwo jest specyficznym materiałem do obróbki wiórowej z uwagi na zawartość grafitu. Grafit w żeliwie wpływa na zwiększenie właściwości smarnych w procesie obróbki skrawaniem. Przy dużej zawartości grafitu możliwa jest tzw. obróbka na sucho, tj. bez udziału chłodziwa. Ponieważ żeliwo jest stopem żelaza z węglem o zawartości węgla powyżej 2% do max 6,7% to jego właściwości smarne są bardzo wysokie. Węgiel występuje najczęściej w postaci grafitu lub w postaci węglika żelaza [Fe3C] czyli cementytu. Jeżeli większa część zawartego węgla występuje w postaci grafitu, to żeliwo przyjmuje barwę szarą i nosi nazwę żeliwa szarego, którego cechuje bardzo dobra obrabialność. Najczęściej obróbka takich żeliw nie wymaga chłodziwa i odbywa się na „sucho”. Jeżeli węgiel występuje w postaci cementytu, to żeliwo przyjmuje barwę jasną i nosi nazwę żeliwa białego. Tego rodzaju żeliwa są bardzo trudno obrabialne i wymagają stosowania specyficznych chłodziw. Struktura żeliwa jest zależna od składu chemicznego i szybkości stygnięcia w procesie wytopu. Zawarty w żeliwie krzem [Si] sprzyja wydzielaniu się grafitu, natomiast mangan [Mn] wpływa na wydzielanie się węgla pod postacią cementytu [Fe3C]. Grafit zawarty w żeliwie w postaci drobnopłytkowej lub kulistej w znacznym stopniu ułatwia obróbkę żeliwa szarego.
Najczęściej żeliwo szare zawiera 2,2 do 3,6% węgla. Jeżeli węgiel występuje w postaci grafitu o kształcie kulistym czyli sferycznym to takie żeliwo nosi nazwę sferoidalnego. Ten rodzaj żeliwa wykazuje najlepszą obrabialność. W przypadku jeśli grafit sferyczny zawarty jest w strukturze perlitycznej żeliwa, to jego obrabialność wzrasta. Strukturę perlityczną cechują drobne płytki cementytu i ferrytu czyli czystego żelaza. Cementyt [Fe3C] zawiera 6,67% węgla, jest bardzo twardy, zbliżony do twardości korundu tj. tlenku glinu [Al2O3] oraz diamentu tj. odmiany alotropowej czystego węgla, który po spaleniu nie pozostawia popiołu. W praktyce najczęściej poddawane są obróbce wiórowej stale węglowe konstrukcyjne zwykłej i wyższej jakości. Posiadają one zwykle 0,8% węgla i mają strukturę perlitu. Przy mniejszej zawartości węgla mają strukturę ferrytyczno-perlityczną i noszą nazwę stali podeutektoidalnych. Stale te są trudno obrabialne, podobnie jak stale stopowe.
Reasumując należy podkreślić, że właściwy dobór chłodziwa w procesie obróbki wiórowej jest niezbędny do uzyskania właściwej gładkości powierzchni detalu obrabianego, utrzymywania wysokiej precyzji kształtowo – wymiarowej w wąskim przedziale tolerancji jak również zwiększenie trwałości narzędzi i czystości elementów obrabiarki w atmosferze biobakteriobójczej i biodegradacyjnej. Zastosowane dodatki uszlachetniające znacznie podnoszą jakość chłodziw najnowszej generacji. Inhibitory utleniania tj. antyoksydanty w postaci dwualkilodwutiofosforanów cynku, aromatycznych amin, pochodnych alkilowych fenoli znacznie wydłużają żywotność chłodziw. Inhibitory korozji tj. alkilobenzenosulfoniany wapnia, baru, sodu oraz estry kwasu fosforowego i dwualkilodwutiokarbaminiany tworzą na powierzchni detalu i metalowych osłon obrabiarki trwałą warstwę pasywną. Dodanie detergentów powoduje zdyspergowanie wody i cząstek stałych powstałych w procesie tworzenia wiórów. Natomiast dyspergatory zwiększają rozproszenie cząstek stałych przeciwdziałając ich aglomeracji. Ważną rolę spełniają tutaj sulfoniany, fenolany i salicylany, które tworzą osad cząstek stałych na dnie zbiorników z chłodziwem. Zawarte w chłodziwie dodatki EP (extreme pressure) posiadające heteroatomy siarki i fosforu zwiększają smarność chłodziwa. Istotną rolę odgrywają dodatki przeciwpienne takie jak glikole lub estry fosforanowe, które zmniejszają napięcie powierzchniowe chłodziwa i tym samym przeciwdziałają powstawaniu piany pogarszającej właściwości smarne. Wprowadzenie pasywatorów do chłodziw pozwala na wytworzenie warstewki antykorozyjnej na powierzchni obrabianych detali.
Chłodziwa najnowszej generacji pozwalają na bardzo specyficzny i właściwy dobór do różnych rodzajów obrabianych metali co gwarantuje utrzymanie wysokiego poziomu obróbki skrawaniem.
Możliwość komentowania Najczęstsze awarie wtryskarek spowodowane niepoprawnym doborem środków smarnych i sposoby ich uniknięcia. została wyłączona
Autorem artykułu jest mgr inż. Piotr Motyka, absolwent Politechniki Wrocławskiej. Ponad 40 lat pracy w przemyśle maszynowym. Konstruktor pierwszych obrabiarek CNC w Polsce.
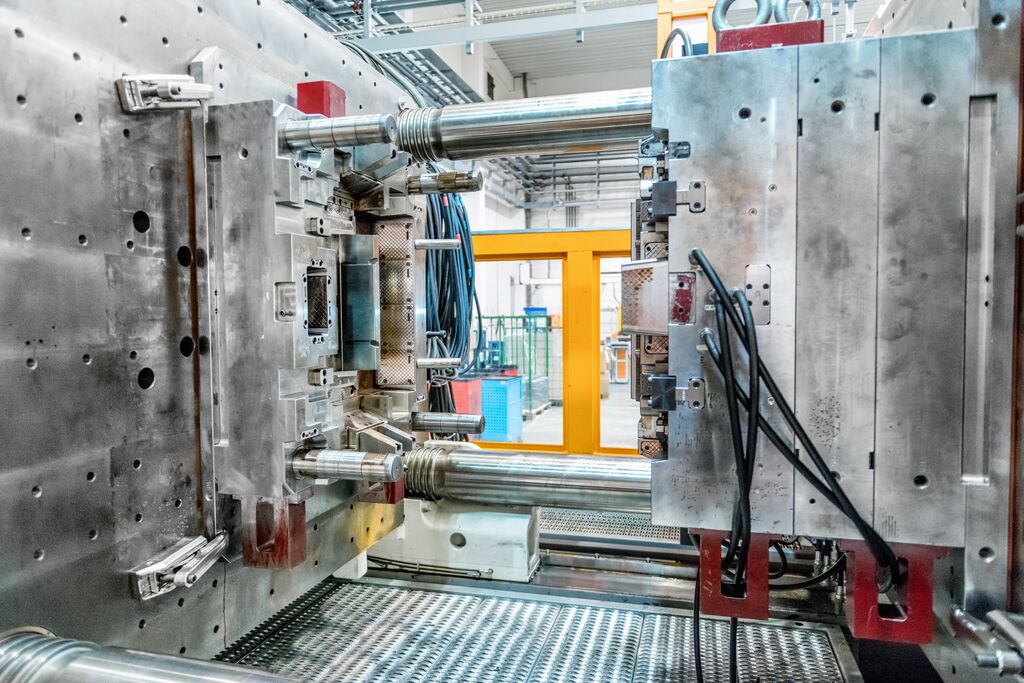
W celu poprawnej analizy doboru środków smarnych należy dokładnie zapoznać się z przeznaczeniem i budową wtryskarek, czyli obrabiarek do formowania wtryskowego tworzyw sztucznych. Jest wiele typów wtryskarek, ale najbardziej podstawowy podział obejmuje tym czynnika roboczego. W tym podziale wyróżniamy wtryskarki hydrauliczne gdzie w układzie napędowym tłoczony jest pod wysokim ciśnieniem olej hydrauliczny oraz wtryskarki elektryczne gdzie czynnikiem napędowym jest silnik elektryczny. W przemyśle zdecydowanie dominują wtryskarki hydrauliczne zapewniające ciągłość pracy przy dużym obciążeniu w zmiennych warunkach pracy, dające możliwość produkcji elementów wielkogabarytowych. Wtryskarki elektryczne stosowane są głównie w produkcji elementów małogabarytowych. Pozwalają na uzyskanie elementów precyzyjnych z dużą dokładnością wymiarową.
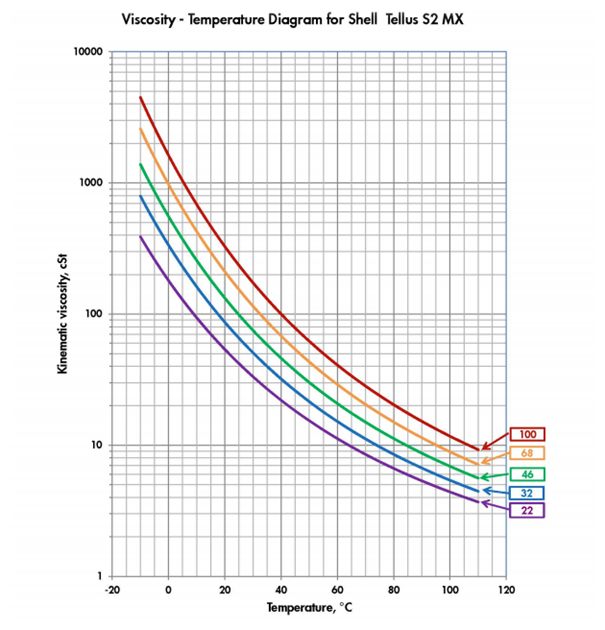
Podstawą niezawodnej i długotrwałej pracy wtryskarek hydraulicznych jest właściwy dobór oleju hydraulicznego stanowiącego podstawowy element transmisji mocy. Ma to bezpośredni wpływ na wydłużenie czasu eksploatacji, zmniejszenie awarii i nieplanowanych przestojów jak również na wzrost wydajności, a tym samym na osiągnięcie znacznych efektów ekonomicznych. Większość wtryskarek i tzw. wydmuchiwarek przemysłowych jest przystosowana do pracy na olejach hydraulicznych o lepkości kinematycznej 46 i 68 cSt. Zdecydowaną przewagę mają wtryskarki pracujące z zastosowaniem oleju o lepkości kinematycznej 46 cSt (mm2/s) wyznaczonej laboratoryjnie w temp. 40 oC. Olej taki powinien posiadać wysoki wskaźnik lepkości, odporność na degradację termiczną i chemiczną, stabilność w obecności wody, powinien zawierać dodatki antykorozyjne oraz wiskozatory i depresatory czyli polimery, które stabilizują lekkość i pozostałe parametry fizyko-chemiczne przy zmianie temperatury. Ma to istotny wpływ na tzw. pompowalność oleju i utrzymywanie prawidłowej warstwy filmu smarnego. Dzięki temu w znacznym stopniu zmniejsza się zużycie mechanizmów tnących, a tym samym zwiększa się żywotność elementów ruchomych wtryskarki. Duże znaczenie mają również dyspersanty zawarte w oleju.
Wpływają one na niwelowanie cząstek stałych co zmniejsza siłę tarcia i zwiększa filtrowalność eliminując zjawisko ?stick-slip?, a tym samym na likwidację drgań i zużycie łożysk tocznych i ślizgowych. Jest wiele olejów hydraulicznych różnych producentów, które gwarantują uzyskanie opisanych efektów. Jednym z nich jest olej produkowany przez firmę Shell o nazwie Tellus S2 MX 46 oraz Tellus S2 MX 68. Olej ten o dwóch rodzajach lepkości kinematycznej spełnia wysokie wymagania stawiane przez najnowszej generacji systemy hydrauliczne. Dzięki zawartości dyspersantów, olej ten posiada bardzo dobrą filtrowalność, utrzymuje separacje wody, uwalnia pęcherzyki powietrza co zapewnia dużą odporność na pienienie, a tym samym zwiększa sprawność systemów hydraulicznych. Należy podkreślić, że wtryskarki z reguły pracują w pomieszczeniach zamkniętych co gwarantuje stabilność temperatury otoczenia. W zależności od typu wtryskarki, gabarytu produkowanych elementów i średnicy siłowników hydraulicznych, temperatura pracy oleju hydraulicznego zawiera się w granicach 35oC do 55oC. W tylnej końcowej części wtryskarki znajduje się stabilna nieruchoma płyta, do której w czasie wtrysku dociskana jest forma poprzez ruch płyty ruchomej przesuwanej po kolumnach prowadzących lub po prowadnicach zamontowanych na łożu korpusu wtryskarki. W dużych wtryskarkach przy sile zacisku 10 000 kW (1kN = 101,97kG) wymagających siłowników o dużych średnicach musi być zainstalowany sprawny system chłodzenia oleju hydraulicznego, aby zachować temperaturę pracy oleju w przedziale przewidzianym przez producenta. Na zamieszczonym wykresie widzimy przebieg zmiany lepkości kinematycznej oleju Shell Tellus S2 MX w funkcji temperatury. Dwa rodzaje oleju o lepkościach 46 cSt i 68 cSt mieszczą się z utrzymaniem właściwej lepkości w obrębie temperatury pracy wtryskarek.
Obok oleju ważnym czynnikiem gwarantującym niezawodną pracę wtryskarek są smary, zwłaszcza przy zastosowaniu do łożysk silników elektrycznych napędzających przekładnie ślimakową podającą rozgrzany granulat przetwarzanego plastomeru. Najlepsze w tym przypadku są smary syntetyczne o zwiększonej trwałości do łożysk wysokoobrotowych. Smar taki powinien być odporny na wypływanie przy zwiększonej temperaturze. W tym przypadku zalecane są smary o gęstości w klasie wg NLGI 2,5 lub 3. Firma Shell zapewnia prawidłowe smarowanie poprzez zastosowanie smaru o zagęszczeniu litowym (Li). Smar ten jest w pełni syntetyczny o nazwie Shell Gadus S5 V42P 2,5 w klasie NLGI 2,5. Jest on w szczególności zalecany do łożysk silników elektrycznych zamontowanych we wtryskarkach. Układ smarowania podajników surowca we wtryskarkach, wydmuchiwarkach i wytłaczarkach jest taki sam. Nowe generacje tych maszyn zwiększają wymogi jakości smaru i z tego względu coraz większe zastosowanie mają smary zagęszczone kompleksowym sulfonianem wapnia, dającym wysoką wytrzymałość na duże obciążenia mechaniczne i wysoką temperaturę kroplenia powyżej 300oC. Wtryskarki konstruowane są pod kątem wymogów produkcyjnych. Można jednak przedstawić ogólny schemat budowy, który obrazuje potrzebę zastosowania różnych środków smarnych.
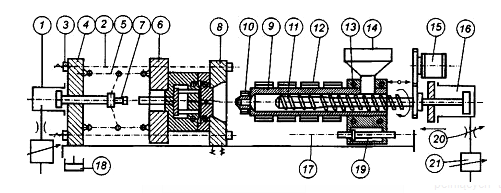
Schemat konstrukcyjny wtryskarki ślimakowej z podstawowymi zespołami: 1? siłownik napędu stołu, 2? kolumny prowadzące stół, 3? nakrętki do nastawiania wysokości formy, 4? stół tylny nieruchomy przestawny, 5? zespół kolumnowo- dźwigniowy, 6? stół ruchomy, 7? zderzak wtryskarki, 8? stół przedni nieruchomy, 9? cylinder wtryskowy, 10? dysza wtryskarki, 11? ślimak, 12? grzejnik, 13- chłodzenie strefy zasypowej cylindra, 14- lej zasypowy, 15- silnik napędu ruchu obrotowego ślimaka, 16- siłownik przesuwu ślimaka, 17- prowadnice agregatu wtryskowego, 18- zbiornik oleju układu hydraulicznego, 19- siłownik przesuwu cylindra, 20- dławik, 21- regulator ciśnienia oleju układu hydraulicznego
Jak widzimy na tym schemacie ślimak obraca się w cylindrze, który jest podgrzewany w celu wstępnego uplastycznienia tworzywa jakim jest granulat podawany z leja zasypowego. Ślimak poprzez ruch obrotowy przesuwa tworzywo w cylindrze i jednocześnie miesza to tworzywo co powoduje równomierne ogrzewanie granulatu. Czynnikiem ogrzewającym ślimak są elektryczne elementy grzejne wbudowane w płaszczu wtryskarki.
Jest jednak wiele rozwiązań, które zamiast bezpośredniego zasypu granulatu, dostarczają wstępnie podgrzane tworzywo z osobnego zasobnika. Podgrzewanie to następuje w wyniku transmisji ciepła oleju grzewczego będącego w wymuszonej cyrkulacji za pomocą oleju grzewczego (np. Shell Heat Transfer Oil S2). Olej grzewczy powinien być w wysokim stopniu odporny na proces krakingu, utlenianie i zmianę lepkości. Najważniejszą cechą w tym przypadku jest niewielka ilość lotnych związków, które mają niską prężność co zabezpiecza oleje przed procesem krakingu. Jest to bardzo ważny proces w przypadku olejów grzewczych, który polega na rozpadzie dłuższych łańcuchów alkanów na krótsze alkany i alkeny. Należy podkreślić, że kraking następuje na skutek działania wysokiej temperatury.
Reakcje chemiczne zachodzące w czasie krakingu sprowadzają się do pękania pojedynczych wiązań chemicznych węgiel-węgiel z wytworzeniem wolnych rodników, które inicjują powstanie metanu, gazu LPG, nienasyconych węglowodorów koksu. Przy spadku temperatury, mieszanina ta zaczyna krystalizować tworząc masę asfaltową będącą ciałem stałym. Proces ten jest nieodwracalny i doprowadza to do trwałego zaślepienia przelotu rur.
W ramach programu wdrażania olejów specjalistycznych firma Shell wprowadziła na rynek olej syntetyczny Shell Tellus S4 VE przeznaczony do wtryskarek tworzyw sztucznych. Olej ten został opracowany na bazie technologii GTL (gas-to-liquid) z myślą o wydłużeniu pracy wtryskarek, a tym samym zmniejszeniem kosztów produkcji. Duże znaczenie ma tutaj wpływ na zmniejszenie zużycia energii elektrycznej i wydłużenie bezawaryjnego czasu pracy wtryskarek. Olej ten cechuje krótszy czas uwalniania powietrza ze zbiorników hydraulicznych co zapewnia ochronę przed tworzeniem się pęcherzyków co zmniejsza hałas, eliminuje pękanie gumowych węży hydraulicznych i zmniejsza awarię pomp.
Analiza awaryjności wtryskarek sprowadza się najczęściej do zespołów ruchomych. Najważniejszy z nich to zespół zamykania i otwierania form. Forma wtryskowa składa się z dwóch płyt z których, jedna jest przymocowana do korpusu wtryskarki, a druga jest przesuwana po kolumnach prowadzących lub po prowadnicach zamontowanych na korpusie wtryskarki. Powierzchnie cierne tych elementów smarowane są przez podajnika smaru. Należy codziennie sprawdzać ilość smaru zawartego w tych pojemnikach. Używamy w tym przypadku smaru powinien być odporny na podwyższone temperatury, powinien być odporny na wysokie naciski EP (Extreme Pressure) oraz posiadać konsystencję NLGI 1,5. Sprawdzone w praktyce i zalecane są tutaj dwa smary Firmy Shell tj. Gadus S5 T460 1,5 oraz Gadus S3 T460 1,5.
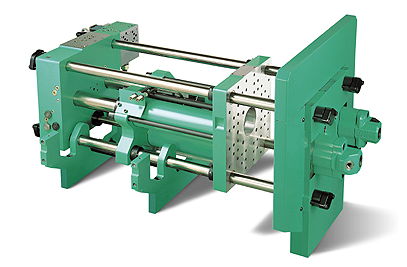
Układ zamykania o napędzie hydraulicznym wtryskarki o budowie modułowej
Smary te znakomicie sprawdzają się przy smarowaniu powierzchni kotłów prowadzących wyrzutnika oraz wszelkich innych płaszczyzn ślizgowych. Należy podkreślić, że temperatury robocza oleju hydraulicznego wynosi 45-50oC. Tak więc konsystencja smaru powinna zabezpieczać smarowane elementy przed wpływem smaru, a tym samym zmniejszać ryzyko zatarcia. Wzrost temperatury oleju powyżej 60oC świadczy najczęściej o zbyt małej ilości tego oleju w zbiorniku agregatu zasilającego. W tym przypadku należy bezzwłocznie uzupełnić olej do wymaganego stanu. Jeżeli wokół stanowiska wtryskarki pojawiają się plamy olejowe czyli następuje tzw. zjawisko pocenia wtryskarki to najczęściej przyczyną tego są nieszczelności olejowe, które wystąpiły na skutek zmniejszania lepkości kinetycznej oleju pod wpływem wzrostu temperatury pracy oleju. W tym przypadku należy sprawdzić jakość uszczelek, zmniejszyć temperaturę, a w przypadku mocno wyeksploatowanych wtryskarek przejść na olej o zwiększonej lepkości kinematycznej i większym wskaźniku lepkości. Ma to też istotne znaczenie jeśli wypracowane wtryskarki mają większe luzy robocze, zwiększoną stałą czasową, wycieki, nadprodukcję ciepła, straty energii i gromadzenia się zanieczyszczeń. To wszystko wiąże się z zastosowaniem właściwych środków smarnych. W celu polepszenia warunków pracy wtryskarek, środki smarne powinny posiadać wysoki wskaźnik lepkości, zdolność do filtracji oraz dobrą odporność na utlenianie. Wydłużona żywotność oleju chroni najważniejsze elementy układu hydraulicznego takie jak serwomechanizmy i zawory. Dlatego wydłużenie okresów wymiany oleju, bez ryzyka awarii sprzętu jest możliwe wyłącznie przez zastosowanie wysokości jakości środków smarnych o właściwym pakiecie dodatków uszczelniających.
mgr. inż. Piotr Motyka Industrial Engineering Manager
Możliwość komentowania Jak dobrać prawidłowy olej lub smar do maszyny? została wyłączona
Autorem artykułu jest mgr inż. Piotr Motyka, absolwent Politechniki Wrocławskiej. Ponad 40 lat pracy w przemyśle maszynowym. Konstruktor pierwszych obrabiarek CNC w Polsce.
W ciągu ostatnich dwóch dekad rozwój produktów na bazie ropy naftowej zaowocował powstaniem setek produktów dedykowanych do precyzyjnie określonych zastosowań. Porównując obecne czasy z okresem, kiedy w danej kategorii oleju lub smaru mieliśmy do czynienia z trzema lub czterema produktów, dobór prawidłowego środka smarującego okazuje się kłopotliwe.
Poniżej przedstawiamy
DTR ? Dokumentacja Techniczno-Ruchowa stanowi integralną część z maszyną. Należy sprawdzić lub dobrać właściwy produkt smarny, który jest przewidziany do zastosowania przez producenta. Wykaz produktów smarnych jest podany w rozdziale ?Konserwacje i Remonty?. W zależności od producenta maszyny w DTR możemy znaleźć konkretnie dobrane produkty (np. Shell Tellus S4 VX 32), specyfikację (np, HVLP wg DIN 51524, HV wg ISO 11158, NLGI-2 wg DIN 51818), normę lub aprobatę producenta (np. Komatsu, Bosch Rexroth RE 90245, API SN+, ) lub cechę produktu (np. EP, zawierający MoS2, niskopopiołowy). Częstym problemem wynikającym z DTR jest odniesienie do starych nazw lub nieistniejących już produktów bądź norm.
Lepkość kinematyczna ? należy sprawdzić, czy dany produkt posiada przewidzianą przez producenta lepkość kinematyczną. Cyfra lub liczba jako wyznacznik lepkości zawarta jest zazwyczaj w nazwie danego produktu. Jest to liczba mianowana wyrażona w ?cSt? (centistoks) lub ?mm2/s: (system SI) przy czym 1cSt = 1mm2/s. Lepkość kinematyczna jest ilorazem lepkości dynamicznej do gęstości i jest wyznaczana laboratoryjnie w temperaturze 40o.
Wskaźnik lepkości ? należy sprawdzić, czy produkt smarny posiada właściwy wskaźnik lepkości. Wskaźnik ten jest liczbą niemianowaną charakteryzującą zależność lepkości kinematycznej do temperatury. Oleje o dużym wskaźniku lepkości charakteryzuje mała zmiana lepkości w funkcji temperatury i tym samym lepiej spełnia wymagane warunki. Wyższe wskaźniki lepkości są charakterystyczne dla produktów smarnych w wyższej jakości.
Są to podstawowe parametry, na które należy zwracać uwagę. W bardziej specjalistycznych aplikacjach, na przykład takich jak silniki gazowe lub praca układu w ekstremalnych uwagach należy dokonać szerszej analizy, weryfikując następujące parametry. Elementy z poniższej listy są także niezbędne do przeprowadzenia audytu obecnie stosowanych środków smarnych.
Smarność ? ważne jest zachowanie właściwości smarności tam gdzie występują duże naciski i siły tarcia zwłaszcza na powierzchniach o dużym współczynniku tarcia. W takim przypadku należy zawsze stosować produkty smarne z grupy EP (Extreme Pressure) w celu zachowania filmu smarnego zabezpieczającego przed powstaniem tarcia suchego. Jest to bardzo ważne w przypadku prowadnic aby zmniejszyć zjawisko ?stick-slip? eliminując drgania. Zjawisko to występuje wtedy gdy tarcie statyczne jest większe niż tarcie ślizgowe.
Liczba kwasowa TAN (Total Acid Number) – sprawdzenie liczby kwasowej w danym produkcie pozwala na zwiększenie żywotności urządzenia mechanicznego. Liczba kwasowa określana jest przez ilość miligramów wodorotlenku potasu KOH potrzebną do zneutralizowania kwasów znajdujących się w 1g produktu smarnego. Kwasy i ich związki powodują korozję.
Liczba zasadowa TBN (Total Base Number) – sprawdzenie liczby zasadowej w danym produkcie pozwala na neutralizację szkodliwych kwasów przy łączeniu kompatybilnych produktów. Dodanie oleju o wysokiej liczbie kwasowej spowoduje znaczną neutralizację kwasów, a tym samym zmniejszy aktywację korozji. Liczba zasadowa wyrażana jest w miligramach wodorotlenku potasu KOH/g i jest to ilość mg KOH oznaczona jako równoważna pod względem zdolności neutralizacji kwasów dodatkom alkalicznym znajdujących się w 1g produktu smarnego. Im większa jest liczba TBN tym większa jest zawartość czynnych dodatków alkalicznych w danym produkcie.
Liczba zmydlania ? sprawdzenie ilość mg KOH potrzebnej do zneutralizowania nierozpuszczalnych w wodzie kwasów organicznych oraz zmydlenia tłuszczów, estrów i laktonów zawartych w 1g oleju stanowi liczbę zmydlania wyrażoną w mg KOH/g danego produktu. Im liczba ta jest większa tym większa jest zmywalność, zachowanie urządzeń w czystości i zwiększenie żywotności filtrów danego urządzenia.
Odporność na emulgowanie ? jest to czas wyrażony w sekundach ?s? potrzebny do wydzielenia 20 cm3 oleju z wytworzonej w znormalizowany sposób emulsji oleju i wody. Duża odporność na emulgowanie to krótki czas wydzielania się oleju. Im mniejsza jest liczba odporności na emulgowanie tym produkt smarny jest lepszy. Odporność na emulgowanie maleje gdy rośnie lepkość oleju oraz gdy znajdują się w nim dodatki ulepszające takie jak inhibitory korozji, dodatki smarnościowe itp.
Nadmierne ciśnienie w układzie hydraulicznym ? występuje wówczas gdy zastosowano olej w zbyt wysokiej lepkości. Praca takiego układu powoduje wzrost temperatury ponad dopuszczalną co z kolei obniża lepkość. Układ taki pracuje w niedozwolonych parametrach. W takim przypadku należy zastosować olej o wysokim wskaźniku lepkości i właściwą liczbą lepkości kinematycznej wyrażonej w cSt.
Odporność na utlenianie ? do wszelkiego typu układów hydraulicznych preferowane są oleje z dodatkami anty-oksydacyjnymi zwiększającymi stabilność oleju. Odporność na utlenianie oraz ścinanie mechaniczne jest miernikiem podatności na tworzenie szkodliwych produktów reakcji powodujących zakwaszenie, wzrost lepkości oraz powstanie laków zapychających filtry.
Dodatki antypienne – przy zastosowaniu środków smarnych, gdzie istnieje możliwość przedostania się do układu powietrza lub innego gazu np. przez nieszczelności na ssaniu pompy olejowej, może dojść do utworzenia się piany. Jest to zjawisko bardzo niebezpieczne, zwłaszcza przy transmisji mocy w układach hydraulicznych gdzie występują węże gumowe. Dochodzi w tym przypadku do koagulacji cząstek powietrza. Drobne pęcherzyki powietrza pod wpływem ciśnienia i temperatury łączą się, co w konsekwencji doprowadza do powstania dużych pęcherzyków powietrza o znacznie większej ściśliwości niż oleju, w którym są tworzone. Ściśliwość objawia się zmianą objętości gazu zachodzącą pod wpływem działania sił powierzchniowych co w konsekwencji doprowadza do utworzenia dużych pęcherzy gazowych i ich kawitacji. Kawitacja polega na implozji pęcherzyków gazu w cieczy.
Zapowietrzenie układu ? w czasie audytu należy zwrócić uwagę na zapowietrzenie układu. Obecność powietrza w układzie powoduje niedostateczne smarowanie na skutek tworzenia piany. Najczęstszą przyczyną są nieszczelności przewodów pompy i niski poziom cieczy hydraulicznej.
Czystość oleju – w czasie audytu należy sprawdzić czystość oleju, która jest określana ilością cząstek stałych o określonej wielkości. Jest to bardzo ważne aby nie dopuścić do blokady filtrów i wprowadzenia obiegu bajpasem bez filtracji. Do określenia liczby cząstek stałych o określonym wymiarze służą specjalne urządzenia np. OPCom Portable Oil Lab. W wyniku pomiarów można określić stopień zanieczyszczenia oleju cząstkami stałymi o wielkości 4; 6; oraz 14 mikrometrów. Pozwala to na sklasyfikowanie oleju wg normy ISO4406; 1999 oraz określenie jego jakości zaliczając olej do jednaj z 23 klas ISO. Badanemu olejowi przypisywany jest trójliczbowy kod zawierający informację o liczbie cząstek stałych o wielkości większej niż 4; 6 i 14 mikronów zawartych w jednym mililitrze oleju. Norma ISO4406:1999 podaje zalecane klasy czystości oleju przy eksploatacji w różnych urządzeniach. Oleje pracujące z pompą zębatą powinny mieć klasę 21/18/15; z pompą łopatkową 20/17/14, a w układach z rozdzielaczami elektromagnetycznymi 21/18/15 i serwomotorami 17/14/11.
mgr. inż. Piotr Motyka Industrial Engineering Manager
Możliwość komentowania Elektrodrążarki i dobór cieczy elektroerozyjnej została wyłączona
Autorem artykułu jest mgr inż. Piotr Motyka, absolwent Politechniki Wrocławskiej. Ponad 40 lat pracy w przemyśle maszynowym. Konstruktor pierwszych obrabiarek CNC w Polsce.
Tradycyjne metody obróbki wiórowej polegającej na tzw. skrawaniu materiału obrabianego, nie zapewniły uzyskania pełnej gamy różnorodnych kształtów, jakości powierzchni, dokładności i precyzji odwzorowań jak również możliwości obróbki tzw. materiałów trudnoskrawalnych tj. stopów metalowych z zawartością niklu, chromu, kobaltu i tytanu. Ciągłe poszukiwania nowych metod obróbki doprowadziły do pionierskich rozwiązań w 1770 roku, kiedy to odkryto, że wolne elektrony o dużej energii kinetycznej przy zderzeniu z powierzchnią metalową powodują efekt erozyjny.
To zjawisko efektu erozyjnego ładunku elektrycznego na metal zostało wykorzystane do produkcji pierwszych obrabiarek sterowanych numerycznie w roku 1969. Obrabiarki te z uwagi na metodę obróbki nazwano elektrodrążarkami. Powstały dwa rodzaje elektrodrążarek: wgłębne i drutowe. Pierwsze z nich wykorzystują zjawisko drążenia elektroerozyjnego tzw. EDM (Electrical Discharge Machining) tj. obróbki wyładowaniem elektrycznym. Natomiast drugie wykorzystują zjawisko cięcia elektroerozyjnego tzw. WEDM (Wire Electrical Discharge Machining). Nie bez kozery w nazwie tych zjawisk pojawia się wspólne oznaczenie EDM, a to dlatego, że cięcie materiału obrabianego jest efektem erozji na jego powierzchni wywołanej wyładowaniem elektroiskrowym.
W celu poznania jaką rolę spełnia ciecz elektroerozyjna należy wnikliwie rozpatrzyć zjawisko erozji elektroiskrowej. Jak powszechnie wiadomo przy zachowaniu odpowiednich parametrów tj. natężenia pola elektrycznego i napięcia między elektrodami powstaje zjawisko wyładowania elektrycznego. Z teorii kinetyczno-molekularnej wiemy, że każda materia zbudowana jest z cząsteczek i tworzących je atomów. W stanie normalnym dodatni ładunek jądra atomowego jest równy ujemnemu ładunkowi wszystkich elektronów. Należy również pamiętać o tym, że w układzie odosobnionym suma algebraiczna ładunków elektrycznych jest zawsze stała. Jeżeli pod wpływem czynników zewnętrznych np. napięcia prądu elektrycznego równowaga ta zostanie naruszona, to wówczas doprowadzamy do powstania energii potencjalnej wytworzonej między katodą tj. elektrodą ujemną i anodą tj. elektrodą dodatnią. W obróbce elektroiskrowej przyjmuje się najczęściej układ tzw. prosty i wówczas katodą jest elektroda robocza ?ER? natomiast anodą jest materiał obrabiany ?MO? określany w dokumentacji DTR jako przedmiot obrabiany ?PO?. Wytworzona energia potencjalna jest efektem nagromadzenia ładunków elektrycznych, w tym przypadku elektronów na katodzie. Należy pamiętać, że stosunek tej energii potencjalnej do wielkości nagromadzonego ładunku jest wielkością charakterystyczną dla każdego pola elektrostatycznego zwaną potencjałem elektrycznym. Ten potencjał elektryczny jest właśnie napięciem jakie powstaje między elektrodami i mierzony jest w jednostkach zwanych woltem V. Ta jednostka potencjału odpowiada różnicy potencjału między anodą, a katodą wówczas jeśli przeniesienie ładunku jednego kulomba C wymaga wykonania pracy jednego dżula J. Tak więc napięcie jednego wolta stanowi wartość ilorazu jednego dżula do jednego kulomba. Ponieważ wartość jednego kulomba jest większa o mnożnik 3×109 od elektrostatycznej jednostki ładunku, która w istocie rzeczy jest takim ładunkiem elektrycznym, który na równy mu ładunek znajdujący się w próżni w odległości jednego centymetra działa z siłą jednej dyny, więc widać wyraźnie jak wielki jest potencjał między elektrodami, który może być wykorzystany do wykonania pracy przez przechodzące elektrony z katody do anody. W celu spotęgowania tego zjawiska, jak również uzyskania precyzji obróbki erozyjnej, wprowadzono ciecze elektroerozyjne. Przechodzące z ogromną energią elektrony przez dielektryk powodują lawinowe powstawanie anionów zwane jonizacją udarową w wyniku czego między elektrodami powstaje wąski kanał plazmowy, wypełniony jonami i elektronami. Ten ?swoisty? prąd przepływający przez kanał powoduje wydzielanie się ogromnej ilości ciepła, w wyniku którego następuje parowanie cieczy. Wydzielająca się para tworzy pęcherz gazowy powiększający się w czasie funkcji zadanego napięcia i natężenia w generatorach prądu obrabiarki. Stosowane generatory relaksacyjne ?RC? oraz tranzystorowe pozwalają na wytworzenie pola elektrycznego o wysokim natężeniu rzędu 105 do 106 N/cm.
Obróbka elektroerozyjna jest w istocie rzeczy obróbką dokonywaną poprzez wyładowanie elektryczne pozwalające na uzyskanie dostatecznie wysokiej temperatury, niezbędnej do stapiania metalu na jego powierzchni. Należy jednak pamiętać, że obróbkę EDM można stosować tylko do materiałów o elektrycznej przewodności właściwej większej od 10-2 S/cm. Generowane przez katodę elektrony przechodzą przez ciecz elektroerozyjną tworzą wąski kanał plazmowy, wokół którego powstaje pęcherz gazowy. Niezwykle duża energia kinetyczna tych elektronów pozwala na wydzielanie się ogromnej ilości ciepła przy zderzeniu elektronów z powierzchnią materiału obrabianego, co powoduje jego stapianie, jak również intensywne parowanie. Efektem parowania jest pęcherz gazowy, w którym gromadzą się cząstki stałe stopionego materiału obrabianego. Pękający pęcherz gazowy wyrzuca do cieczy elektroerozyjnej cząstki stałe, a następnie zamyka się implozyjnie, co ułatwia ich usuwanie i tworzenie kolejnych cykli obróbki erozyjnej. Z kolei wolne aniony uderzają w powierzchnię katody powodując zużycie elektrody roboczej.
Jakość powierzchni obrobionej, jak również przebieg obróbki elektroerozyjnej zależą w znacznej mierze od rodzaju cieczy elektroerozyjnej, a ściślej od stopnia precyzji jej dobrania. Od jej składu chemicznego i właściwości fizyko-chemicznych zależy zużycie elektrody roboczej, stopień zanieczyszczenia produktami erozji, dokładność wymiarowa i chropowatość powierzchni oraz zmiany zachodzące w warstwie wierzchniej materiału obrabianego. Te zmiany uzależnione są od składu chemicznego materiału obrabianego, który najczęściej w omawianej obróbce jest anodą. Stale węglowe niestopowe zawierają najczęściej 6,67% węgla, w związku węglika żelaza zwanego cementytem Fe3C. Stal jest tym bardziej twarda im więcej posiada cementytu. W obróbce cieplnej zwanej hartowaniem ten cementyt podgrzany do stanu austenistycznego przy gwałtownym schładzaniu przybiera strukturę martenzytyczną, a tym samym stal uzyskuje największą możliwą twardość. Tak więc do obróbki takiej stali musi być dobrana odpowiednia ciecz elektroerozyjna. W przypadku zbyt wolnego chłodzenia w miejsce martenzytu otrzymamy strukturę trostytu lub sorbitu o mniejszej twardości i wówczas przy tej samej cieczy elektroerozyjnej należy zastosować inne parametry obróbki. Należy pamiętać, że w wysokich temperaturach tj. przekraczających 723°C żelazo doznaje przemiany alotropowej z żelaza ??? w żelazo ???, które rozpuszcza węgiel w większej ilości pochodzącego z cementytu. Powstające wówczas kryształy węgla w żelazie tworzą tzw. roztwór stały węgla w żelazie ??? zwany austenitem. Ponieważ struktura austenitu może utrzymywać się tylko w wysokich temperaturach, często rodzaj cieczy erozyjnej i parametry obróbki decydują o powstaniu końcowej struktury powierzchniowej, a tym samym twardości i jakości powierzchni materiału po obróbce. Parametry i rodzaj cieczy pozwalają na osiągnięcie temperatury niezbędnej do powierzchniowego stapiania stali węglowej, która jest różna i zależy od rodzaju materiału obrabianego. Należy pamiętać, że czyste żelazo Fe topi się i krzepnie w temperaturze 1539°C, ale już jego stop z węglem o zawartości węgla 4,3% zwany ledeburytem topi się i krzepnie zawsze w stałej temperaturze 1130°C. Znajomość tych zjawisk oraz rodzajów stopów, jak ten eutektyczny pozwala na dokładny dobór parametrów obróbki i cieczy elektroerozyjnej. W praktyce dobrane przez technologa parametry są weryfikowane w czynnej obróbce przez operatora i odpowiednio korygowane. Jest to niezbędne chociażby ze względu na zaistnienie obniżonej zawartości węgla np. do wartości 0,8% w czystym żelazie tj. ferrycie i wówczas struktura stali przybiera formę drobnych, jednakowych ziaren, z których każde składa się z drobnych płytek cementytu i ferrytu.
Taka struktura zwana perlitem utrzymuje się poniżej temperatury 723°C, natomiast powyżej przekształca się w austenit i struktura stali zmienia się. Po stopieniu warstwy powierzchniowej materiału, w zależności od stopnia schładzania i dojścia do warunków otoczenia uzyskujemy parametry i strukturę powierzchniową materiału uzależnioną od stopnia odprowadzania ciepła, a to w dużej mierze zależy od rodzaju dobranej cieczy elektroerozyjnej. Obecnie w zakładach pracy można spotkać elektrodrążarki starszej generacji do produkcji jednostkowej np. Deckel De-Center West Germany jak też nowej generacji np. Accutex EDM z systemem mocowania elektrod typu Hirschmann pozwalające na uzyskanie takich parametrów jak: maksymalne natężenie prądu obróbki do 75 ?A?, całkowita moc pobierana ?7 Kva??, szybkość usuwania cząstek obrabianego metalu do 770 mm3/min oraz periodyka czasów włączania 4,5 do 600 mikrosekund. W przemyśle stosowane są również elektrodrążarki pracujące w tzw. metodzie drutu traconego np. Mitsubischi FX 10 gdzie mosiężna elektroda o średnicy 0,25 mm jest bezpowrotnie tracona po wykonaniu jednego przebiegu.
Większość obrabianych materiałów obróbką elektroerozyjną posiada bardzo twardą powierzchnię stanowiącą następstwo powstania wyżej opisanych struktur, jak również dodatków stopowych w postaci najczęściej chromu, niklu, tytanu i kobaltu. Twardość ta niezbędna jest do prawidłowej pracy takich detali jak części maszyn, narzędzia skrawające, matryce kuźnicze, formy wtryskowe, wykrojniki, stemple, narzędzia z węglików spiekanych itp. Obróbka elektroerozyjna niezbędna jest również do obróbki części ze stopów żarowytrzymałych jak również wykonywania bardzo małych otworów dysz wtryskowych silników wysokoprężnych, wykonania tłoków sterujących hydrauliki siłowej czy cięcia prętów paliwowych w energetyce jądrowej.
W wyniku obróbki elektroerozyjnej na powierzchni materiału obrabianego powstaje ogromna ilość wzajemnie nakładających się mikrokraterów. Wgłębienia są tym większe, im większą energię kinetyczną posiadają elektrony, a ich ilość uzależniona jest od częstotliwości impulsów elektroiskrowych. Zwykle parametr chropowatości RZ utrzymuje się poniżej 0,1 mikrometra. Przedmiot obrabiany po zakończonym procesie obróbki posiada na powierzchni trzy warstwy. Znajomość wcześniej opisanych zjawisk pozwala na zrozumienie genezy ich powstania. Pierwsza warstwa powstaje z przetopionej stali, której cząsteczki nie zostały oderwane od powierzchni i ponownie zastygły na powierzchni materiału. Warstwa ta posiada w swym składzie cząsteczki elektrody roboczej ?ER? oraz pozostałe produkty wygenerowane w procesie pirolizy dielektryka. Warstwa ta posiada strukturę dendrytyczną. Twardość jej jest znacznie niższa niż rodzimego materiału, a grubość nie przekracza kilku mikronów. Drugą warstwą jest warstwa martenzytyczna o wcześniej opisanej strukturze. Cechuje ją bardzo wysoka twardość, znacznie większa od twardości warstwy pierwszej i materiału rodzimego. Ten wzrost twardości spowodowany jest między innymi przez dyfuzję węgla powstałego z rozkładu dielektryka oraz dużą szybkością chłodzenia. Przebieg tego procesu odpowiada obróbce cieplnej zwanej hartowaniem. Trzecia warstwa posiada znacznie mniejszą twardość, bo zbyt powolne odprowadzanie ciepła nie doprowadziło do utworzenia struktury martenzytu natomiast doprowadziło do procesu zwanego odpuszczaniem. W tym procesie materiał zostaje podgrzany do wysokiej temperatury, a następnie wolno schładzany. Wielkość tych warstw uzależniona jest w znacznej mierze od wielkości szczeliny iskrowej powstającej między elektrodą roboczą, a materiałem obrabianym, a więc między katodą a anodą i wynosi zwykle od 0,01 do 0,8mm. Dobrze dobrane parametry obróbki, rodzaj elektrody i cieczy erozyjnej wpływają na zmniejszenie szczeliny, a tym samym na zmniejszenie błędów wymiarowych, kształtów i położenia.
Do elektrod grafitowych i miedzianych zalecane są uniwersalne, specjalnie rafinowane ciecze o nazwie Macron EDM. Zawierają one niewielką ilość węglowodorów aromatycznych, są przezroczyste i posiadają łagodny zapach. Dzięki dużej wytrzymałości dielektrycznej szczeliny erozyjne są małe co w połączeniu z dobrymi właściwościami wypłukiwania daje wysoką wydajność elektrodrążenia. Ciecze te mają wysoką odporność na starzenie i charakteryzują się dobrą filtrowalnością przy użyciu wszystkich powszechnie stosowanych materiałów filtracyjnych. Macron EDM65 zalecany jest do obróbki wykańczającej natomiast, Macron EDM110 zalecany jest do obróbki wstępnej. Macron EDM130 zalecany jest do obróbki węglików spiekanych. Przy obróbce z tą cieczą nie występuje wypłukiwanie kobaltu z węglików spiekanych.
Reasumując należy pamiętać, że dobór odpowiedniej cieczy elektroerozyjnej powinien być zawsze dokonywany przez wysokiej klasy specjalistę lub specjalistyczną firmę.
mgr. inż. Piotr Motyka Industrial Engineering Manager
Możliwość komentowania Powietrze w układzie hydraulicznym została wyłączona
Autorem artykułu jest mgr inż. Piotr Motyka, absolwent Politechniki Wrocławskiej. Ponad 40 lat pracy w przemyśle maszynowym. Konstruktor pierwszych obrabiarek CNC w Polsce.
[latexpage] Zapowietrzone układy hydrauliczne transmisji mocy sprawiają w praktyce bardzo wiele problemów. Wiedza o niedoskonałościach takich systemów może być bezcenna, jeśli weźmie się pod uwagę możliwość uniknięcia awarii, zwiększanie wydajności, zmniejszenie kosztów eksploatacji, a także znaczne wydłużenie żywotności maszyn i urządzeń przy zmniejszonej stałej czasowej przekazu transmisji mocy. Dyspergencja powietrza w oleju nie jest szkodliwa, ale koagulacja tak. Drobne pęcherzyki powietrza pod wpływem ciśnienia i temperatury łączą się, co w konsekwencji doprowadza do powstania dużych pęcherzy powietrza o znacznie większej ściśliwości niż oleju, w którym są tworzone. Ściśliwość objawia się zmianą objętości gazu zachodzącą pod wpływem działania sił powierzchniowych i dla gazów jednoskładnikowych wyraża się wzorem:
\[ {Z} = \frac{PM}{\rho RT} \]
M ? masa cząsteczkowa gazu P ? ciśnienie T ? temperatura ? ? gęstość Z ? współczynnik ściśliwości gazu R ? uniwersalna stała gazowa
Tak więc w przypadku powietrza, czyli wieloskładnikowego gazu ściśliwość jest również zależna w dużym stopniu od wielkości ciśnienia i temperatury. Wewnątrz gazu pozostającego w równowadze panuje ciśnienie pochodzące od jego ciężaru właściwego zwane ciśnieniem aerostatycznym, które wyraża się wzorem:
\[ {p} = {h\gamma} \]
h ? wysokość słupa gazu ?- średni ciężar właściwy gazu
Dla powietrza ciężar właściwy ? w warunkach normalnych wynosi średnio 1,293 G/dcm3.
Górna granica nasycenia powietrza w oleju zależy od ciśnienia. W miejscach, gdzie następuje spadek ciśnienia tworzą się pęcherzyki powietrza. Ma to miejsce najczęściej przy zaworach, cylindrach hydraulicznych, pod uszczelnieniami, w miejscach zakuwania węży gumowych, a także przede wszystkim w miejscach, gdzie pod wpływem ciśnienia następuje zwiększenie średnicy przelotu węży gumowych. Jest to bardzo istotne z uwagi na negatywny efekt końcowy objawiający się pękaniem węży hydraulicznych i niszczeniem uszczelek PTFE. Każdy impuls transmisji mocy powoduje przemieszczanie się drobinowych pęcherzyków powietrza, które w dogodnym dla nich miejscu tworzą koagulację dużej wielkości pęcherza. Tworzenie się pęcherzy o znacznej wielkości jest bardzo niebezpieczne dla trwałości węży hydraulicznych, uszczelnień oraz stabilnej pracy maszyn i urządzeń, a zwłaszcza wtryskarek.
Pod wpływem zmian ciśnienia i temperatury dochodzi wewnątrz pęcherzy powietrza do kawitacji gazowej. Należy tutaj pamiętać o kawitacji zachodzącej w cieczy w obszarach turbulentnych, gdzie przepływ jest wielkością złożoną wielu czynników i stanowi tzw. przepływ wielofazowy, w tym przypadku oleju i powietrza. Jeżeli w obszarze turbulentnym w oleju znajduje się woda to wówczas w procesie kawitacji staje się ona katalizatorem procesu tworzenia pęcherzy powietrza. W wyniku tego działania dochodzi do depresji dynamicznej, czyli lokalnego gwałtownego spadku ciśnienia statycznego prowadzącego do wrzenia drobin wody, które przechodząc w stan gazowy katalizują pęcherze powietrza. W ten sposób tworzy się kawitacja gazowa, która w wyniku dyfuzji gazu znajdującego się w oleju do istniejących już w nim pęcherzyków powietrza wpływa na ich rozrost. Przy impulsach transmisji mocy olej jest cieczą o bardzo małej ściśliwości w stosunku do wytworzonych w nim pęcherzy gazowych, gdzie następuje gwałtowny wzrost ich objętości i ciśnienia. W końcowej fazie tego zjawiska dochodzi do implodowania pęcherzy gazowych objawiając się pękaniem węży gumowych, niszczeniem uszczelek, a także części metalowych maszyn i urządzeń. Jeżeli zapowietrzony olej dotrze do pompy, wówczas nastąpi sprężenie gazu, na skutek którego pompa zmniejszy swoją sprawność. Tak tłoczony olej w drodze transmisji mocy do mechanizmów wykonawczych np. cylindrów siłowników spowoduje to, że układ najpierw będzie musiał sprężyć powietrze, a dopiero później dojdzie do transmisji mocy i tym samym stała czasowej reakcji siłowników będzie znacznie wydłużona.
Zapowietrzony układ hydrauliczny daje o sobie znać w postaci drgań, wibracji i hałasu. W celu zapobiegania zapowietrzenia układu hydraulicznego, należy stosować oleje zaliczane do wyższych klas jakości np. wg norm ISO/DIS 6743 klasy HM i HV. Są to oleje głęboko rafinowane, gdzie obok różnych dodatków uszlachetniających znajdują się inhibitory utleniania, a więc antyoksydanty oraz dodatki antypienne. Należy podkreślić, że większość maszyn i urządzeń w czasie pracy generuje różnego rodzaju drgania, które powodują absorpcję powietrza do oleju. Objawia się to powstawaniem piany w oleju. Na skutek utleniania oleju następuje jego degradacja. Tendencja do tworzenia piany uzależniona jest od napięcia powierzchniowego. Niższa lepkość kinematyczna oraz niższe napięcie powierzchniowe olejów mineralnych w stosunku do olejów syntetycznych utrudnia tworzenie się piany. Wysokie napięcie powierzchniowe olejów syntetycznych stabilizuje proces tworzenia się piany, a powstające pęcherze są bardzo małych rozmiarów. Dodatki antypienne oddziaływają na napięcie powierzchniowe oleju co pozwala na separację pęcherzyków powietrza. Tworzenie się piany w oleju stanowi zagrożenie dla prawidłowej pracy całego układu hydraulicznego i to zarówno o charakterze hydrokinetycznym jak i hydrostatycznym. Wysoka skłonność olejów syntetycznych do tworzenia piany, związana jest z dużym napięciem powierzchniowym tych olejów, a więc z energią przypadającą na jednostkę powierzchni co jest równoważne pracy potrzebnej do powiększenia powierzchni o tę jednostkę. Siły przyciągania między molekułami cieczy są miarą wielkości napięcia powierzchniowego. Hydrauliczne oleje syntetyczne dzięki wysokiemu napięciu faz termodynamicznych utrzymują wysoką wewnętrzną dla każdej fazy kohezję, a więc spójność wewnętrzną, która jest większa od adhezji, czyli siły przylegania na granicy faz termodynamicznych. Napięcie powierzchniowe jest zależne od pracy jaką trzeba wykonać by utworzyć jednostkową powierzchnię cieczy i wyraża się wzorem:
? – napięcie powierzchniowe ?W ? praca potrzebna do utworzenia powierzchni ?S ?S ? pole powierzchni
Napięcie powierzchniowe można również wyrazić jako zależność siły do długości odcinka, na którym ta siła działa:
\[ {\gamma} = \frac{F}{L} [N/m] \]
? – napięcie powierzchniowe F ? siła napięcia powierzchniowego działająca równolegle do powierzchni cieczy, dążąca do zmniejszenia powierzchni cieczy L ? długość odcinka, na którym działa siła
Tak więc możemy precyzyjnie zdefiniować, że napięcie powierzchniowe to inaczej siła styczna do powierzchni oleju hydraulicznego, działająca na jednostkę długości obrzeża powierzchni tego oleju. Im większa jest ta siła, tym większa jest odporność oleju do zapowietrzania, a więc przenikania cząstek powietrza do oleju. W termodynamice napięcie powierzchniowe jest wprost proporcjonalne do entalpii swobodnej, a odwrotnie proporcjonalne do wielkości powierzchni i wyraża się wzorem:
\[ {\gamma} = \frac{\partial G}{\partial S} \]
? – napięcie powierzchniowe międzyfazowe G – entalpia swobodna (energia Gibbsa) S – wielkość powierzchni
Napięcie powierzchniowe można zmniejszyć poprzez dodanie substancji powierzchniowo czynnych, czyli surfaktantów takich jak emulgatory czy detergenty. Zmniejszenie surfaktantów w oleju powoduje zwiększenie napięcia powierzchniowego co w efekcie utrudnia dyfuzję cząsteczek powietrza w oleju, a tym samym olej nie wykazuje tendencji do pienienia. W tym celu najczęściej stosuje się środek antypienny ?FoamFree 940? produkowany na bazie jonowych środków powierzchniowo czynnych, bez silikonów i olejów mineralnych. Znany jest też środek antypienny ?CHEDF 9022? produkowany na bazie 20% emulsji silikonowej oraz mieszaniny środków powierzchniowo czynnych.
Reasumując należy jednoznacznie podkreślić, że pienienie będące objawem napowietrzenia wywołuje negatywne skutki w postaci spadku wydajności pomp, wypływania oleju ze zbiorników, pękania gumowych węży i nadmiernego utleniania oleju przyśpieszającego proces starzenia. Lepkość, gęstość i napięcie powierzchniowe charakteryzują skłonność oleju do napowietrzania. Oleje mineralne wykazują znacznie mniejszą skłonność do napowietrzania w stosunku do olejów syntetycznych. Poprzez dodawanie do oleju dodatków silikonowych znacznie obniżamy skłonność do napowietrzania, a tym samym do pienienia. Pomiar skłonności wyrażony jest w tzw. Trzech sekwencjach. Każda sekwencja ogranicza się do ściśle wyznaczonej temperatury pomiaru. Sekwencja pierwsza w temperaturze 25oC, sekwencja druga w temperaturze 95oC i sekwencja trzecia w temperaturze 25oC, ale po próbie w temperaturze 95oC. W każdej sekwencji wynik pomiaru przedstawiony jest w postaci dwóch liczb np. 15/0. Pierwsza liczba określa tendencję do pienienia w mililitrach, natomiast druga trwałość piany w mililitrach w określonym normą czasie. Należy pamiętać, że intensywne napowietrzanie zawsze wywołuje pienienie. Detergenty, inhibitory korozji, wiskozatory itp. dodatki zmniejszają napięcie powierzchniowe oleju. Pienienie oleju często wywołuję kawitację. Dodatki uszlachetniające powodują powstanie na powierzchni oleju cienką warstwę antypienną. W tym przypadku najsilniej działają dodatki na bazie silikonu. Pęcherzyki powietrza pękają pod wpływem działania mikro kropelek silikonu. Należy podkreślić, że działanie to jest tylko skuteczne w takich olejach, których baza olejowa nie rozpuszcza sylikonu, a więc przede wszystkim w olejach mineralnych. Tam, gdzie nie można ze względów eksploatacyjnych zastosować sylikonu stosuje się glikole i estry fosforanowe.
Kończąc, należy dokładnie przeanalizować dobór oleju do maszyn i urządzeń, a w szczególności do wtryskarek, gdzie niezawodność pracy, trwałość gumowych węży hydraulicznych oraz niski poziom stałej czasowej poszczególnych cykli pracy przekłada się na wydajność, a tym samym na wymierne korzyści finansowe.
mgr. inż. Piotr Motyka Industrial Engineering Manager
Możliwość komentowania Informacja o ustawowym wymogu uzyskania ID-SISC dla potwierdzania odbioru SENT została wyłączona
W związku z rozporządzeniem Ministra Finansów z dnia 19 września 2018 r. w sprawie zgłoszeń przewozu towarów (Dz. U. poz. 1849 oraz z 2019 r. poz. 1418) informujemy, że dla podmiotów odbierających i podmiotów wysyłających, został wprowadzony wymóg uwierzytelnienia na Platformie Usług Elektronicznych Skarbowo-Celnych (PUESC) poprzez podanie, oprócz loginu i hasła również tzw. Id SISC podmiotu, czyli 17-znakowego numeru identyfikacyjnego. Oznacza to, że w przypadku niedpoełnienia obowiązku i braku Id SISC podmiotu odbierającego niemożliwe będzie zarejestrowanie zgłoszenia SENT.
Obowiązek dotyczy:
od 1 maja 2019 r. podmiotów wysyłających i podmiotów odbierających, które przesyłają lub aktualizują zgłoszenia w rejestrze SENT (SENT_100 lub SENT_200);
od 1 lutego 2020 r. podmiotów odbierających, które uzupełniają zgłoszenia o informację o odbiorze towaru (zamykają zgłoszenie w SENT_100 lub SENT_200).
Wszystkim odbiorcom zalecamy jak najszybsze dopełnienie obowiązku w celu uniknięcia potencjalnych kar bądź opóźnień w dostawach.
 Autorem artykułu jest mgr inż. Piotr Motyka, absolwent Politechniki Wrocławskiej. Ponad 40 lat pracy w przemyśle maszynowym. Konstruktor pierwszych obrabiarek CNC w Polsce.
Autorem artykułu jest mgr inż. Piotr Motyka, absolwent Politechniki Wrocławskiej. Ponad 40 lat pracy w przemyśle maszynowym. Konstruktor pierwszych obrabiarek CNC w Polsce.